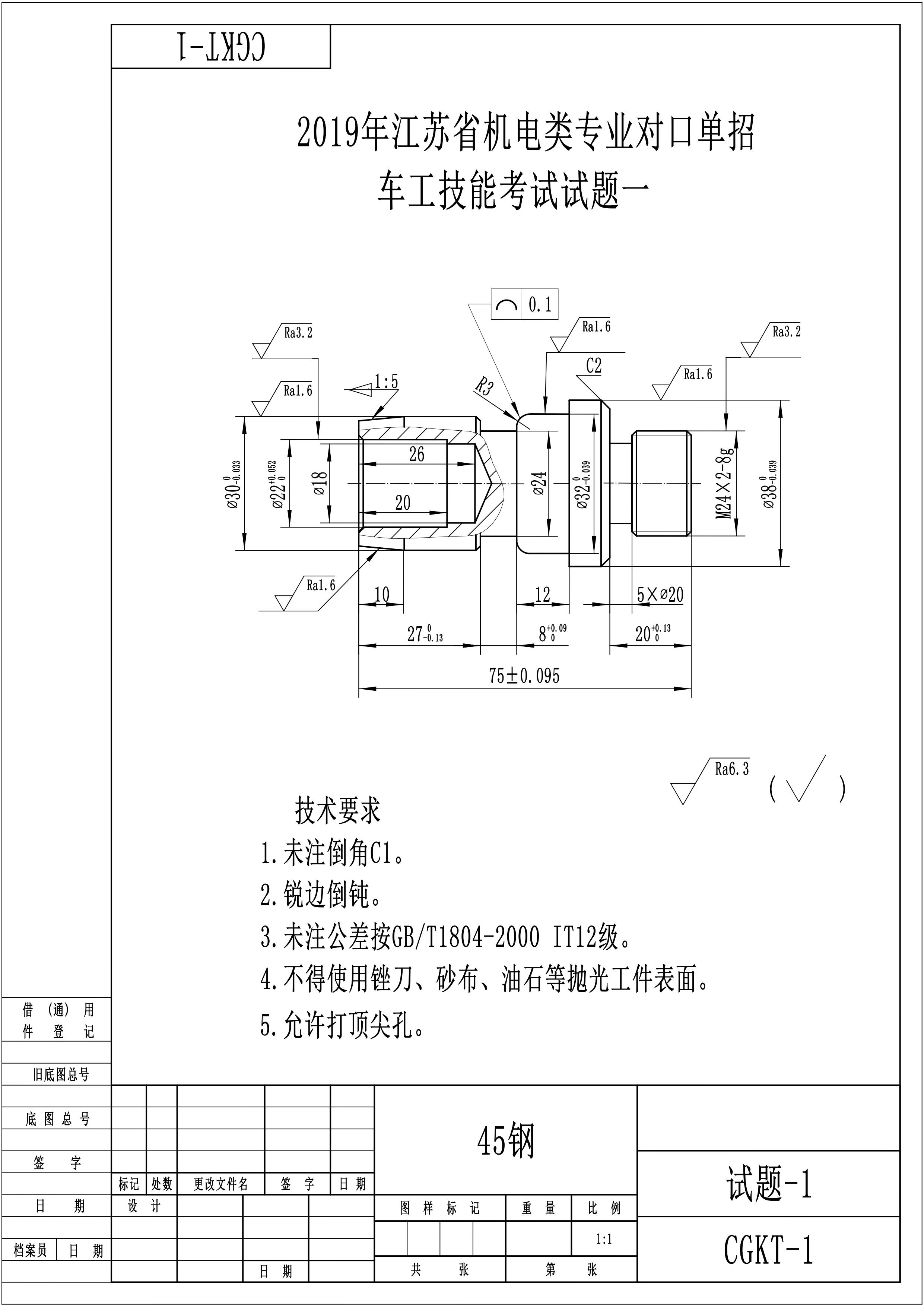
2019年江苏对口单招 机电类 车工试题一 加工工艺分析
| # | 19试题1 | 刀具 | 转速 | 背吃刀量 | 进给量 |
|---|---|---|---|---|---|
| 1 | 夹住毛坯 伸出40 平端面并钻中心孔 | MWLNR | 630 | 0.5 | 0.1 |
| 2 | 对刀 粗车长度18台阶 | MWLNR | 630 | 1 | 0.2 |
| 3 | 掉头 夹住台阶伸出56 平端面并钻中心孔 | MWLNR | 1000 | 1 | 0.1 |
| 4 | 粗车φ38外圆 长度55 留50丝精车余量 | MTJNR | 630 | 2 | 0.2 |
| 5 | 粗车φ32外圆 长度47 留50丝精车余量 | MTJNR | 630 | 2 | 0.2 |
| 6 | 粗车φ30外圆 长度35 留50丝精车余量 | MTJNR | 630 | 1 | 0.2 |
| 7 | 精车φ38外圆 保证尺寸 | MTJNR | 1000 | 0.25 | 0.05 |
| 8 | 精车φ32外圆 保证尺寸 | MTJNR | 1000 | 0.25 | 0.05 |
| 9 | 精车φ30外圆 保证尺寸 | MTJNR | 1000 | 0.25 | 0.05 |
| 10 | 粗精车8xφ24槽 保证槽宽与槽底 | MGEHR | 630 | - | 手动 |
| 11 | 倒R3圆角 | 倒角刀 | 630 | 手动 | |
| 12 | 粗车1:5锥度 留50丝精车余量 | MTJNR | 1000 | - | 手动 |
| 13 | 精车1:5锥度 | MTJNR | 1600 | - | 手动 |
| 14 | 倒角 去毛刺 | MSSNR | 630 | - | 手动 |
| 15 | 钻φ18孔 深度26 浇水 | φ18钻头 | 220 | - | 手动 |
| 16 | 粗车φ22内孔 留1mm精车余量 | SCLCR | 1000 | 1 | 0.1 |
| 17 | 精车φ22内孔 保证深度20 | SCLCR | 1000 | 0.5 | 0.1 |
| 18 | 内孔倒角 | SSSCR | 630 | - | 手动 |
| 19 | 掉头 夹住φ32外圆并找正 | 百分表 | - | - | - |
| 20 | 保证总长75并对刀 | MWLNR | 1000 | 1 | 0.1 |
| 21 | 粗精车φ24外圆 保证负20丝左右 | MTJNR | 630 | 2 | 0.2 |
| 22 | 粗精车5xφ20槽 保证槽宽与槽底 | MGEHR | 630 | - | 手动 |
| 23 | 倒角 去毛刺 | MSSNR | 630 | - | 手动 |
| 24 | 粗精车M24x2-8g外螺纹 | SER | 220 | - | 2 |
最后修改于 Mon, 11 Mar 2019